Jak vyřešit nejčastější problémy při 3D tisku
27. 04. 2018 | by Martin Bach
Přestože se 3D tisk stává velmi dostupnou a uživatelsky přívětivou technologií, mohou se především začínající uživatelé setkat s různými zádrhely. Většinou jsou tyto problémy způsobené špatnou konfigurací nebo často pouhou náhodou. Připravili jsme proto seznam pěti více či méně častých situací, do kterých se můžete při 3D tisku dostat. A samozřejmě nabízíme i návod, jak je vyřešit.
První vrstva se odlepuje
Jedná se o nejčastější problém při 3D tisku, a pravděpodobně na něj dříve či později narazíte i vy. První vrstva je u 3D tisku naprosto zásadní, protože tvoří základ celého objektu. Pokud není perfektně přichycená, hrozí, že tisk nebude úspěšný.
Co vlastně se může stát, pokud první vrstva není dostatečně kvalitní? V podstatě vám může selhat tisk už na začátku, protože se plast ihned začne odlepovat a nabalovat se na trysku. Někdy může dojít k odlepení až po několika minutách, což pak vede k řadě dalších potenciálních problémů.
Jak zajistit dobrou přilnavost
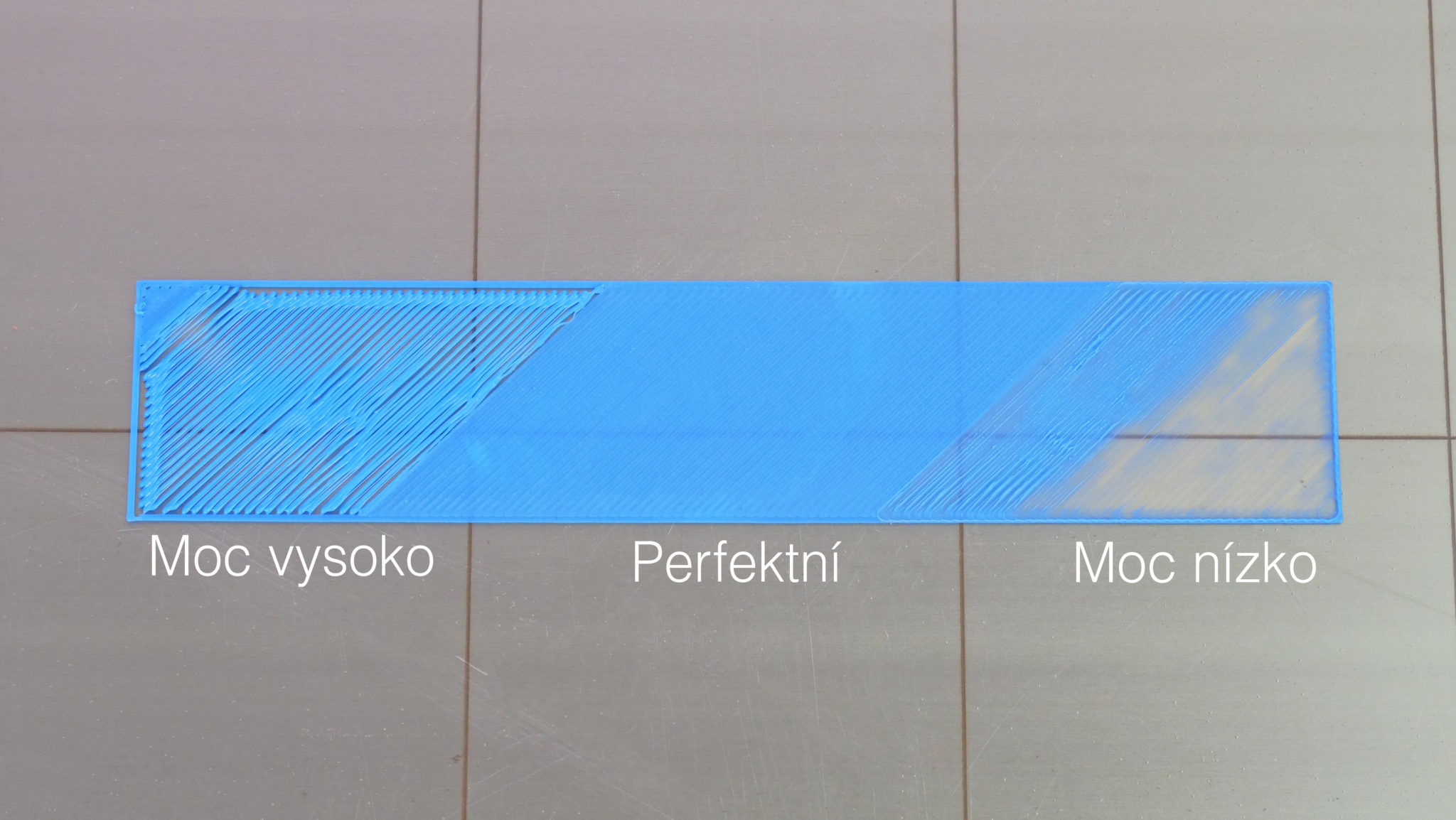
- Proveďte správnou kalibraci první vrstvy – nejprve je potřeba provést Nastavení první vrstvy (LCD Menu – Kalibrace – Kalibrace první vrstvy). Pokud je úspěšné, můžete začít tisknout. Později lze kdykoliv během tisku upravit výšku základní vrstvy pomocí funkce Doladění osy Z, a to v době, kdy tiskárna vytváří první tři vrstvy. Jednoduše stiskněte ovládací tlačítko a vyberte položku Doladění osy Z. Pak otáčením tlačítka dolaďte výšku trysky. Jak má vypadat správná základní vrstva ukazuje obrázek v úvodu článku
- Připravte si tiskovou plochu – je důležité, aby tisková plocha nebyla mastná, jinak se první vrstva nemusí chytnout správně. Než se pustíte do tisku s použitím většiny standardních materiálů (ABS, PLA a další), otřete tiskovou plochu 90% roztokem isopropyl alkoholu. Čas od času byste také měli plochu ošetřit acetonem, každodenní používání acetonu však nedoporučujeme. IPA a aceton pak rozhodně nepoužívejte pokud tisknete z PETG. V tomto případě využijte separační činidlo (stačí obyčejné tuhé lepidlo na papír).
- Tiskněte se správnou teplotou – vždy se ujistěte, že pro daný tisk (materiál) máte správně nastavené teploty trysky a především vyhřívané podložky. Pokud experimentujete s novými materiály, a řešíte problémy s přilnavostí, zkuste zvýšit teplotu vyhřívané podložky o 5-10°C. Plast by se měl pak lépe přichytit.
- Snižte rychlost tisku – Pokud výše zmíněné rady nepomohly, pak zkuste snížit rychlost tisku. Nejsnáze to můžete provést během tiskového procesu otočením ovládacího tlačítka proti směru hodinových ručiček. Otáčením po směru hodinových ručiček tisk opět zrychlíte. Doporučujeme snížit rychlost na 75 % pro první tři vrstvy, pak ji vrátit zpět na původní hodnotu.
Posunutí vrstvy
Během tisku může dojít k horizontálnímu posunu aktuálně tištěné vrstvy. Tento problém většinou způsobuje špatný pohyb jedné z os, což způsobí vychýlení trysky, které tiskárna nemusí neznamenat. Proto dál pokračuje v tisku. Výsledkem pak je “zub” na tištěném objektu.
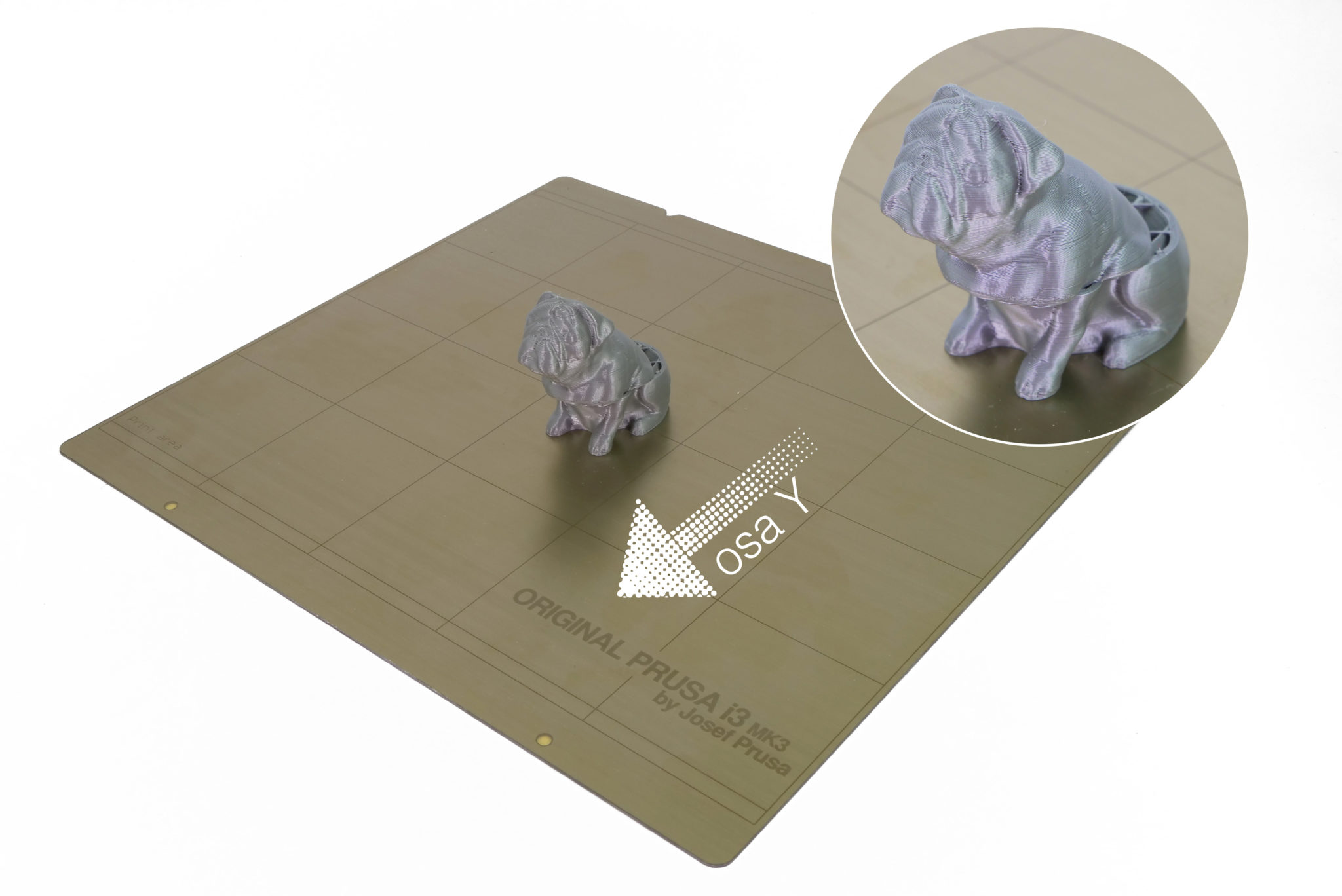
K posunutí vrstvy nemusí dojít jen v jednom směru, proto je důležité zjistit, na které ose dochází k nechtěným posunům. Pro lepší vysvětlení přikládáme níže obrázek, který demonstruje různé druhy posunů. Samotné odstranění problému je pak univerzální pro obě osy.


Jak zabránit posunutí vrstev
- Zkontrolujte režim vaší tiskárny – Pokud tisknete rozměrné, těžké (200-300 g) nebo velmi komplexní modely, měli byste tisknout v Normálním režimu. Režim lze změnit v LCD Menu – Nastavení – Mod nebo během tisku LCD Menu – Ladit – Mod.
- Zkontrolujte řemeny na osách X a Y – Ujistěte se, že jsou řemeny dobře napnuté. Můžete si to ověřit tak, že při drnknutí o řemen uslyšíte hluboký tón.
- Zkontrolujte kladky na osách X a Y – Ujistěte se, že řemeničky na motorech os X a Y, stejně jako kladky na opačných koncích, jsou správně nasazené. Řemeničky na motorech musí být dobře dotažené, aby se neprotáčely. Naopak kladky se musí volně točit.
- Zkontrolujte, zda něco nebrání osám v pohybu – Na hladkých tyčích se mohou vyskytnout nečistoty, které brání osám v hladkém pohybu – nejčastěji se může jednat o drobný plastový odpad z předchozího tisku.
- Velmi komplexní předměty – Objekty s velkými převisy bývá složitější vytisknout. Tyto převisy se totiž mohou během tisku ohnout a zavadit o trysku. Jedním ze způsobů, jak tento problém vyřešit, je model rozříznout – více informací se můžete dozvědět v našem předchozím článku, kde se tomuto tématu věnujeme. Dále můžete ve Slic3r PE zkusit zvýšit rychlost větráčku nebo zvýšit hodnotu Z-hop distance.
Stringování
Při stringování dochází k tomu, že za sebou tryska nechává tenká vlákna plastu, což má za následek „chlupaté” výtisky. Ke stringování dochází nejčastěji při tisku složitějších objektů, nebo pokud nemáte správně nastavené parametry tisku.
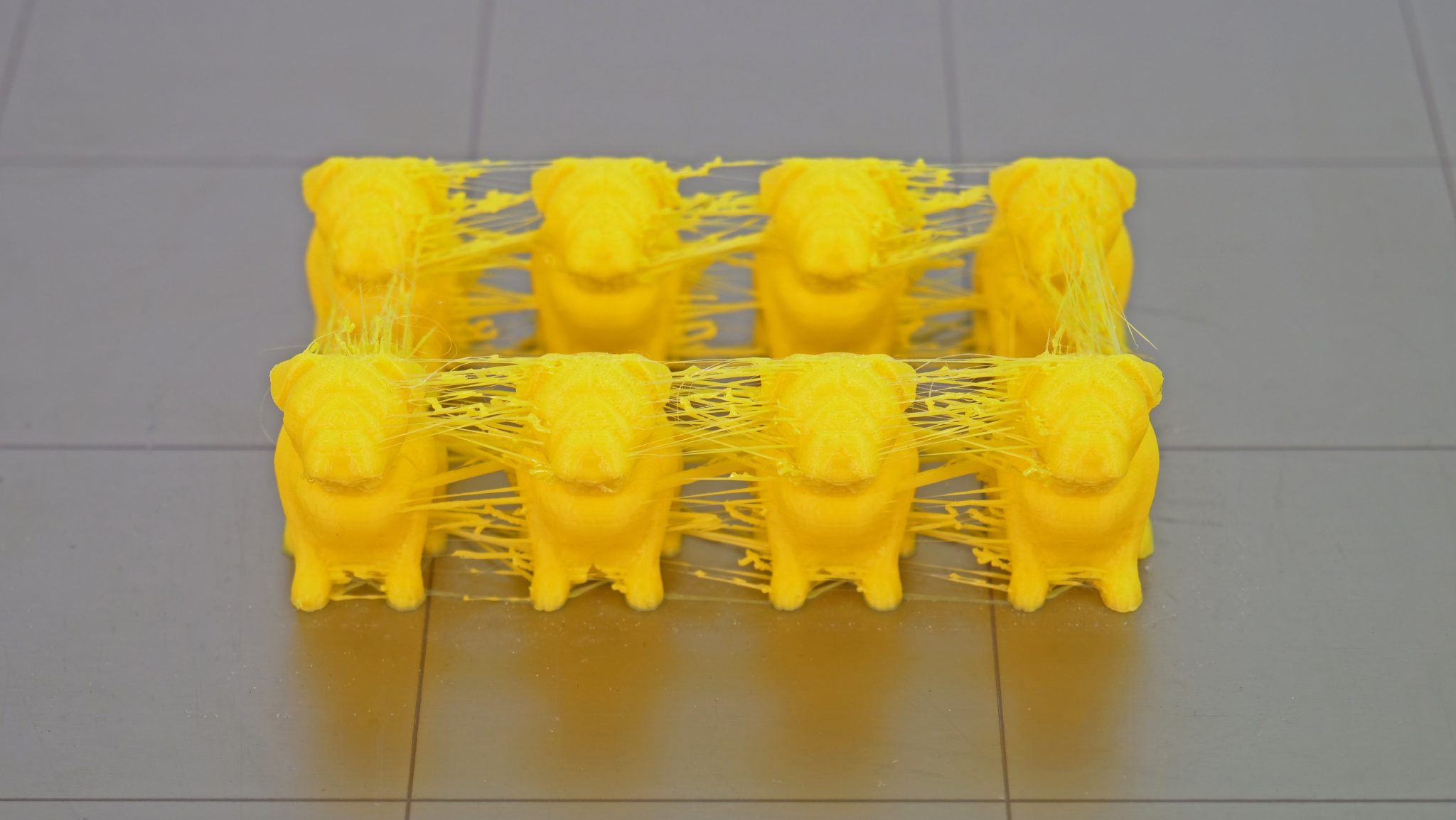
Berte ale v potaz, že některé materiály, jako například PETG nebo pružné filamenty, mohou stringovat i při naprosto správném nastavení tiskárny. Na fotografii níže si můžete prohlédnout případ extrémního stringování. Většinou k tak zásadní tvorbě plastových vláken nedochází, ale pokud ano, měli byste vyzkoušet následující rady.
Jak zabránit stringování
- Zkontrolujte přítlačné šrouby – Než začnete ladit nastavení, ujistěte se, že přítlačné šrouby na extruder idleru (dvířka na extruderu) jsou dostatečně utažené. Není to však příliš častá příčina.
- Používejte správné nastavení tisku – Silně doporučujeme používat v PrusaControl či Slic3r PE připravené předvolby, které jsou optimalizované a vyzkoušené. Pokud i přesto chcete tisknout s vlastní konfigurací, ujistěte se, že máte správně nastavenou retrakci. Toto nastavení naleznete v Slic3r PE v sekci Printer Settings – Extruder 1.
- Snižte teplotu trysky – snížením teploty trysky můžete omezit výskyt stringování. Zkuste snížit teplotu o 5-10°C a sledujte, zda se něco změní.
- Horkovzdušná pistole se o to postará! – Pokud nemáte náladu na ladění hodnot v nastavení, pak je tu jedno rychlé řešení. Plastových vlásků se můžete zbavit pomocí horkovzdušné pistole. Nastavte teplotu na zhruba 200°C a na jednu až dvě sekundy namiřte pistoli na vlasce, které se rozpustí, avšak zbytek výrobku zůstane neporušený.
Špagetová příšera
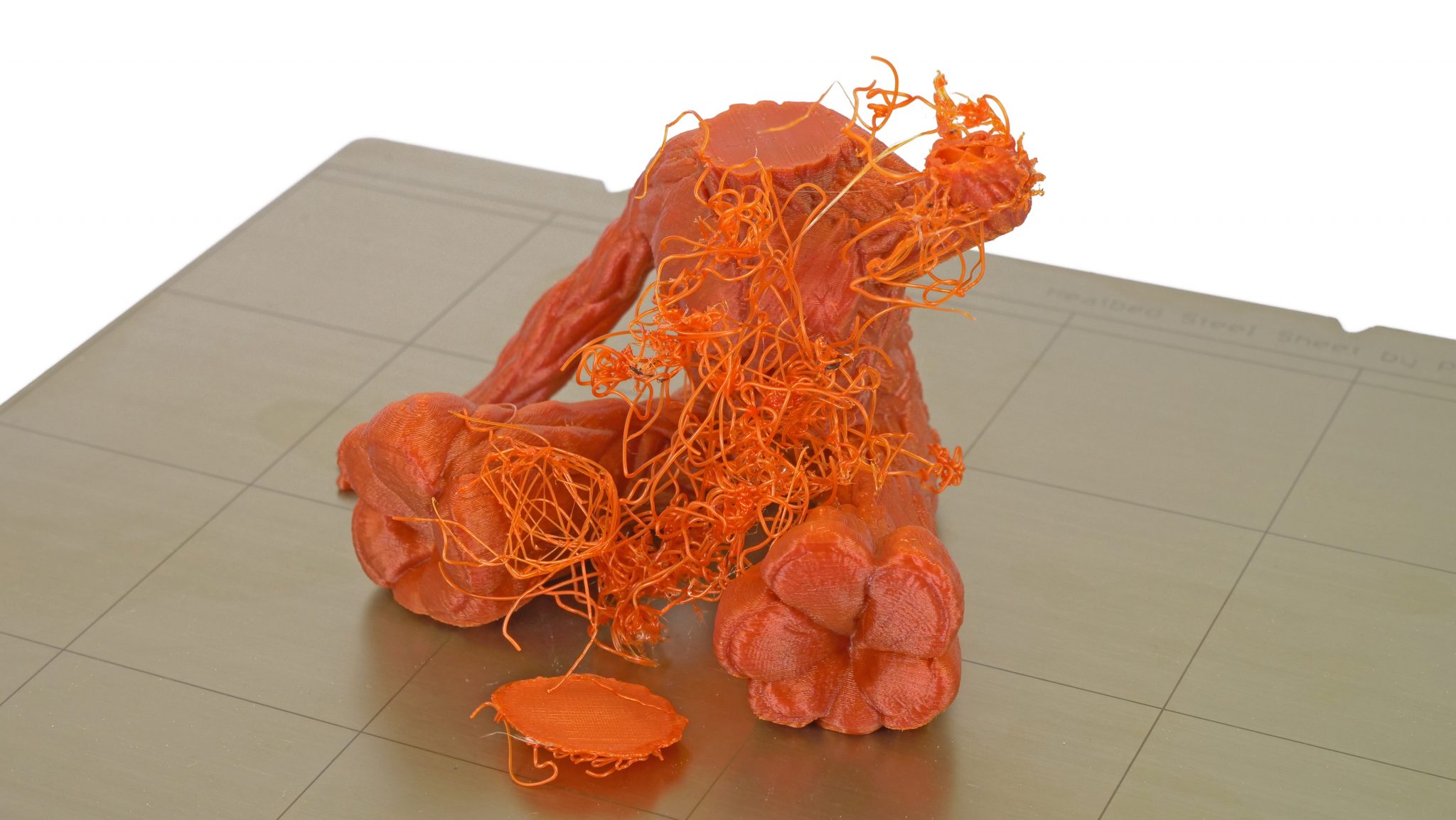
Ačkoliv název této tiskové chyby zní docela neškodně a vtipně, není rozhodně o co stát. K této chybě totiž obvykle dochází ve chvílích, kdy je většina výtisku už hotová.
Jak už jsme se zmínili výše, jakmile není první vrstva perfektní, zvyšuje se šance, že tisk selže. Takzvaná špagetová příšera je toho skvělým příkladem. Obvykle totiž vznikne tak, že se objekt odlepí během tisku od podložky a zbývající vrstvy se začnou tisknout mimo něj. Další častou příčinou této chyby je špatné vyslicování STL modelu.
Jak zabránit zrození špagetové příšery:
- Kontrolujte první vrstvu – Na začátku tisku se ujistěte, že první vrstva perfektně přilnula k tiskovému povrchu. Postupujte podle kapitoly “První vrstva se odlepuje”, kterou najdete výše.
- Zkontrolujte, zda objekt neobsahuje chyby – Vždy prověřte vygenerovaný G-code v režimu Preview ve Slic3r PE. V případě, že na něm uvidíte nějaké mezery nebo rozbitou geometrii, můžete buď opravit samotný STL model nebo postupujte podle našeho staršího článku Jak opravit chyby v 3D modelech pro tisk.
- Zkuste zvýšit teplotu podložky – Pokud jste už na hromadu „špaget” narazili, zkuste znovu spustit tisk – ale tentokrát s teplotou podložky zvýšenou o 5 °C. Tento krok zvýší přilnavost první vrstvy a vy se tak můžete vyhnout generování nového G-codu. Teplotu nastavíte v LCD Menu – Ladit – Bed.
Blob na extruderu
Blob na extruderu představuje jeden z nejnepříjemnějších problémů, na který můžete při 3D tisku narazit. Narozdíl od špagetové příšery se tato chyba projevuje v časnějších fázích tisku, obvykle během prvních pěti minut. První vrstva se odlepí pod podložky a nalepí se na trysku, zatímco extruder dále pracuje a blob se neustále zvětšuje a zvětšuje.
Ale nemějte strach, zabránit vytváření blobu je poměrně snadné. Nicméně když už se vám tato nepříjemnost projeví, odstranění blobu může být riskantní. Abychom vám trochu ulehčili, připravili jsme pro vás krátké video, ve kterém vám ukážeme, na co si dát pozor.
Jak zabránit vzniku blobu:
- Kontrolujte první vrstvu – Ve většina případů vznikne blob v důsledku špatné první vrstvy. Nikdy neodcházejte od tiskárny v prvních minutách tisku a kontrolujte, zda první vrstva správně drží na podložce. Pokud ne, postupujte podle rad výše.
- Kontrolujte tisk v prvních 5-10 minutách – Sledujte tiskárnu během prvních 10 minut tisku a ověřte si, že pracuje správně. To ostatně doporučujeme vždy. Pokud se vyskytnou chyby, restartujte tisk. Po prvních 10 minutách už je velmi nepravděpodobné, že by tiskárna vytvořila blob.
Originální 3D tiskárna Prusa i3
Podívejte se na originální Prusa i3 MK3 3D tiskárnu!
Nejlevnější je už od
10 990 Kč
