Tiskne vaše nově sestavená tiskárna Original Prusa i3 MK3 jak nejlépe umí?
04. 01. 2019 | by Ondřej Stříteský

Před Vánoci jsme dělali vše proto, aby se co nejvíce tiskáren dostalo pod vánoční stromeček včas. Nyní přichází doba, kdy mnoho z vás tiskárnu postavilo a zkoušíte první tisky. A jistě vás zajímá, zda máte tiskárnu postavenou správně a zda vaše výtisky dosahují maximální možné kvality. Často se na sociálních sítích objevují dotazy týkající se prvních výtisků – ptáte se, zda je váš tisk dobrý a co lze případně zlepšit. V tomto článku se dozvíte co všechno má na kvalitu tisku vliv, jakých chyb se nejčastěji můžete dopustit při stavbě, jak se tyto chyby projevují a jak je odstranit. Na výsledné kvalitě se podílí celá řada aspektů, které lze rozdělit do tří hlavních skupin, a to podle možných příčin. U každé ze skupin jsou proto uvedeny typické projevy vad.
- Mechanický stav tiskárny – typické vady: posunuté vrstvy, ghosting, podextrudovaný tisk, vynechané vrstvy
- Tiskové parametry pro slicování – typické vady: stringování, prověšené povrchy v místech převisů, podextrudovaný tisk, vynechané vrstvy
- Typ a kvalita filamentu – typické vady: podextrudovaný tisk, špatná přilnavost vrstev, nekonzistentní extruze
Jak jste si jistě všimli, některé vady se vyskytují opakovaně. My se nyní zaměříme na první bod, tedy na to, zda máte tiskárnu správně sestavenou a zda je vše v pořádku po mechanické stránce. Během stavby se může při troše nepozornosti stát, že zkrátka něco přehlédnete. Chyby zmíněné ve druhém a třetím bodě lze snadno vyřešit, čímž se zbavíte tiskových problémů plynoucích z nevhodně nastavených teplot, retrakcí, rychlostí pohybu, kvality filamentu a dalších. Naše výchozí tiskové profily ve Slic3ru jsou dlouhodobě testovány, ale je možné, že pro specifické typy materiálů nebo určité objekty bude potřeba nastavení lehce poladit.
Abychom v tomto případě vyloučili chyby způsobené slicováním, využijeme již naslicovaný model lodičky 3DBenchy (MK3_PLA_3DBenchy_150um_2H.gcode). Jedná se o takzvaný benchmark model. Model je naslicovaný s výškou vrstvy 0,15mm pro materiál PLA a doba tisku je necelé dvě hodiny. Tento gcode a řadu dalších naleznete po instalaci balíku Drivers & Apps na ploše Windows ve složce “3D Objects“ nebo na cestě C:\Users\Public\Documents\Prusa3D\Samples\Sample Gcodes\MK3. Pro uživatele MacOS je cesta /Applications/Original Prusa Drivers/Objects/Sample Gcodes/. Pro testování kvality tisku se dobře hodí PLA filament ověřené kvality, který jste obdrželi s tiskárnou. Pokud již tento filament nemáte, tak se ujistěte, že pro testování použijete kvalitní filament. Ideální kandidát je náš vlastní in-house vyráběný Prusament s garancí odchylky průměru struny ±0,02mm. 🙂 Na stříbrné barvě jsou velmi dobře vidět povrchové nerovnosti a další tiskové vady.
Při použití ověřeného tiskového nastavení a kvalitního filamentu, se můžeme plně soustředit na tiskové vady způsobené mechanickými problémy.
Proč budeme pro testování používat Gcode namísto STL?
Soubor .gcode vzniká procesem zvaným slicování. Do slicování vstupuje 3D model v podobě .STL souboru, software jej pak následně analyzuje a aplikuje na něj celou řadu parametrů – rychlost tisku, chlazení, retrakce, tvorba podpor a mnoho dalších. Výsledkem pak je soubor .gcode, tedy sada základních instrukcí pro tiskárnu: na jakou teplotu zahřát trysku, kam se má extruder přesunout, kolik plastu vytlačit nebo naopak jaké retrakce použít při přesunu trysky na jiné místo atd. Pro testování je proto vhodné použít náš Gcode soubor namísto STL, protože máme zaručeno, že je soubor (potažmo sada instrukcí) neměnný a vygenerovaný se správnými parametry.
Co je to benchmark?
Benchmark je obecně metoda pro srovnávání sledovaných ukazatelů. V oblasti 3D tisku se za účelem srovnávání kvality tisku a schopností tiskáren cíleně vytvářejí modely tak, aby se na nich dobře poznaly a otestovaly nejtypičtější vady. Testovacích modelů existuje celá řada. Mezi nejznámější patří:
3DBenchy – malý model, který pokrývá základní testy tisku otvorů, převisů, přemostění, mírně stoupajících ploch a dalších.
STL ke stažení | G-code pro MK3 je součástí instalace balíku ovladačů a aplikací k tiskárně
XYZ Calibration Cube – používá se především ke kalibraci a porovnání rozměrů 3D modelu a fyzického výtisku. Díky perforovaným písmenům se na modelu dobře testuje také ghosting.
Test your 3D printer! v3 – tento model obsahuje neuvěřitelných 21 různých tiskových prvků. Můžete si tak vyzkoušet, jak si vaše tiskárna poradí s převisy, mosty, otvory, kulovými plochami a dalšími tvary.

Model lodičky 3DBenchy by měl ideálně vypadat jako na obrázku. Povrchy jsou hladké, nedochází k posunu vrstev, model není znečištěný stringováním a okolo ostrých hran modelu se neprojevuje zvlnění (ghosting). Pokud se některý z uvedených problémů objevil, poradíme vám, co a jak zkontrolovat, aby i váš výtisk byl dokonalý.

Podívejme se tedy na mechanické příčiny, které negativně ovlivňují kvalitu tisku. Některé z problémů se projevují velmi podobně, a proto nelze jednoznačně říci, co konkrétně je způsobuje. Je proto třeba zkontrolovat pokud možno všechny zmíněné body. Možné příčiny jsou seřazeny od těch nejčastějších po méně běžné. Dále je třeba mít na pamětí, že každá mechanická vůle v konstrukci tiskárny a každý nadměrný odpor při pohybu jednotlivých os se může negativně projevit na kvalitě tisku. Ujistěte se proto, že jste všechny šrouby dotáhli dostatečnou silou (ne však přehnanou, aby nedošlo k poškození).
1. Povolené řemeničky na motoru osy X a/nebo Y
Pokud na výtisku naleznete náhodné posuvy vrstev, bude se velmi pravděpodobně jednat o povolenou řemeničku na některém z motorů osy X nebo Y. Posuvy se typicky objevují po celé výšce modelu. Čím více je řemenička povolená, tím dochází ke znatelnějším posunům vrstev.
Řešení:
Zkontrolujte utažení obou šroubů (červíků) v řemeničkách os X a Y. Ujistěte se, že jeden ze šroubů je utažený přesně proti ploché části hřídele (na obrázku označeno červenou šipkou). Následně dotáhněte druhý šroub.

2. Volné řemeny osy X a Y
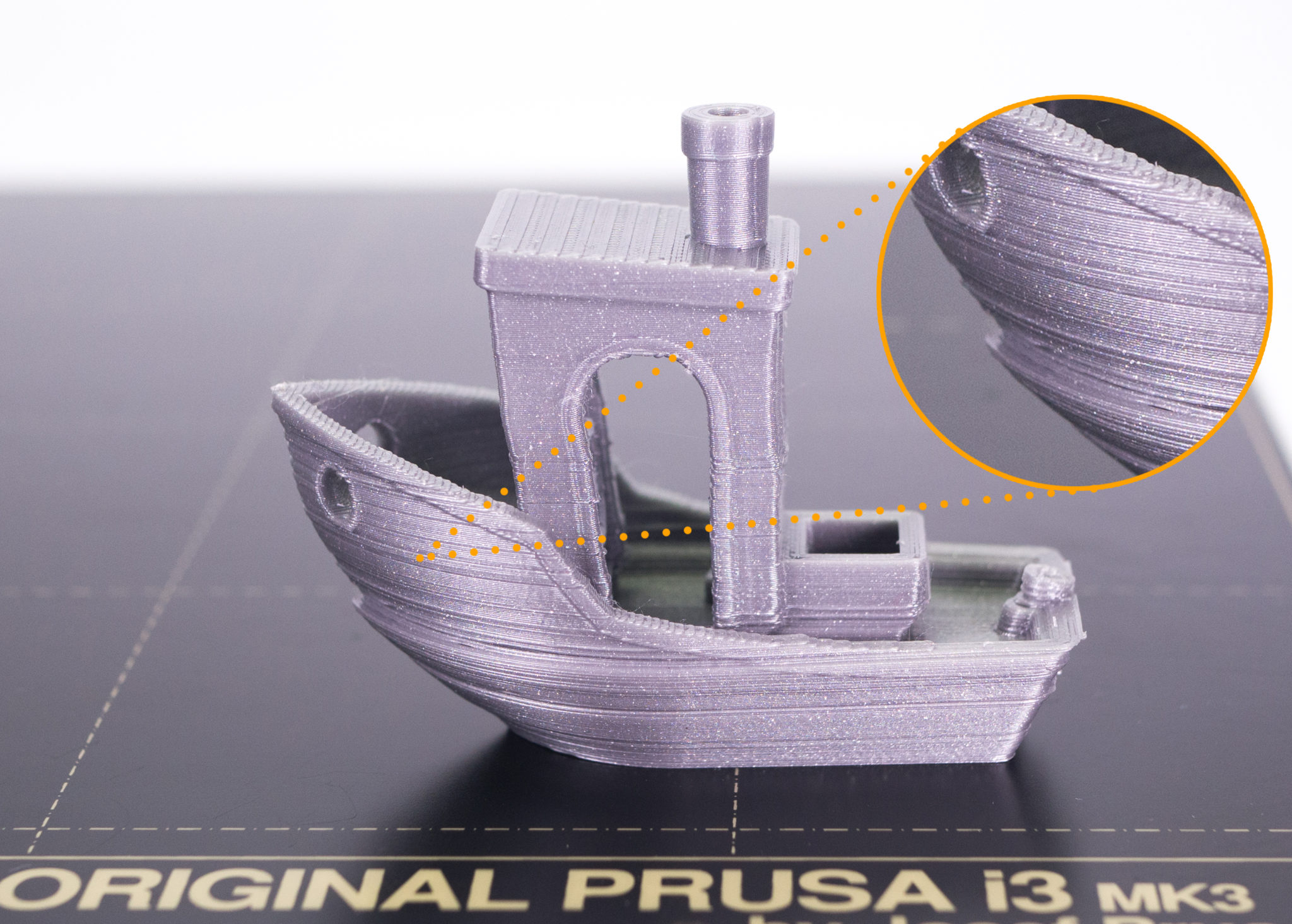
Správné napnutí řemenů má významný vliv na potlačení jevu, který označujeme jako ghosting. Ghosting se projevuje tvorbou několika vlnek, které následují po ostré hraně modelu. Příklad je vidět na fotografii modelu lodičky na označeném místě.

Řešení:
Upravte napnutí řemenů na osách X a Y. Ideální napnutí řemene je trošku složité popsat. Asi nejlépe otestujete napnutí řemenu tak, že o něj brnknete jako o strunu kytary. Měl by se ozvat hluboký basový tón. Čím více budete řemeny napínat, tím vyšší tón při brnknutí uslyšíte. Čím bude řemen napnutý méně, tím nižší tón bude při brnknutí vydávat.
Orientačně se můžete řídit i hodnotou Belt Status, kterou naleznete v LCD menu tiskárny -> Podpora -> Stav remenu. Hodnoty by neměly být nižší než 240 a vyšší než 300, ale neexistuje zde jedna jediná ideální hodnota. Číslo je bezrozměrné a má pouze informativní charakter. Tyto hodnoty se aktualizují vždy při spuštění Selftestu (LCD menu -> Kalibrace -> Selftest). Nižší hodnota znamená větší napnutí řemenu, vyšší hodnota znamená volnější řemen.
Problém ghostingu se může v menší míře projevovat i při správně napnutých řemenech. Ghosting je způsobený vibracemi, které se s rychlostí tisku zvyšují. Pro další eliminaci tohoto jevu snižte rychlost tisku.
3. Špatný přítlak podávacích koleček Bondtech
Pokud nedochází ke správnému posuvu filamentu do extruderu, bývá výsledkem podextrudování výtisku. To znamená, že na tisku můžete najít místa, kde náhodně chybí části vrstev a v těchto místech jsou výtisky měkké a křehké.

Řešení:
Dotáhněte hlavičky přítlačných šroubů idleru. Měly by být utažené tak, že budou takřka zarovnány s tištěným dílem. Tento stav je pro začátek optimální. Pro jiné materiály, především flexibilní, bude potřeba přítlak mírně upravit.
Možná jste viděli naše starší video: Jak vylepšit kvalitu vašich 3D výtisků na Original Prusa i3 MK3? Říkali jsme, že přítlačné šrouby stačí z povoleného stavu postupně utahovat a jakmile se začne filament extrudovat, tak jste dosáhli správného dotažení. Nyní však víme, že je lepší přítlačné šrouby dotáhnout o trochu více.
Nedostatečný přítlak podávacích koleček způsobuje prokluzování filamentu a následnou podextruzi a díry ve výtisku.
Opačným případem je nadměrné dotažení přítlačných pružin. Extruderový motor kvůli tomu musí vyvinout výrazně větší sílu při otáčení, následkem čehož se může stát, že dojde k hlasitému cvakání a přeskakování kroků extruderoveho motoru. To pak způsobuje nepravidelné vytlačování filamentu a výsledkem je opět podextrudovaný výtisk.
Nastavení přítlaku Bondtech koleček není přehnaně citlivé. Vady na tisku se projevují až v extrémních případech povolení nebo utažení přítlačných pružin.
4. Špatné zarovnání Bondtech koleček
Podávací kolečka filamentu musí být zarovnaná tak, aby filament po zavedení do těla extruderu procházel přesně v ose jemného ozubení Bondtech kolečka. Při nepřesném zarovnání bude docházet k nesprávnému posuvu filamentu a k podextrudování výtisku.
Řešení:
Povolte oba přítlačné šrouby idleru a otevřete dvířka na extruderu. Povolte šroub (červík) v Bondtech kolečku na motoru inbusovým klíčem. Shora zasuňte filament do extruderu a Bondtech kolečko přesně zarovnejte do osy podle filamentu. Utáhněte šroub na Bondtech kolečku, zavřete dvířka idleru a přišroubujte je.

5. Svazek kabelů extruderu naráží do rámu
Při procesu tzv. homingu (hledání výchozí pozice) tiskárna sama pozná, že dojela do kraje díky detekci nárazu plastových dílů v koncové poloze. Při špatném vyvedení kabelů z těla extruderu může docházek k zastavení extruderu nárazem kabelů do rámu. To by samo o sobě nemělo žádný dopad na kvalitu tisku, ale za předpokladu, že během tisku dojde k aktivaci funkce Detekce nárazu, a tiskárna bude provádět opětovný homing, dojde k nepřesnému homingu a na výtisku se objeví horizontální posun vrstev.

Řešení:
Srovnejte kabely vedoucí z extruderu tak, aby nedocházelo k jejich kontaktu s rámem tiskárny. V koncových polohách by vždy měla zůstat alespoň malá mezera mezi rámem a svazkem kabelů. Pro detailní návod nahlédněte do manuálu ke stavbě.
6. Chybné utažení šroubů tvaru U lineárních ložisek na Y-carriage
Nedostatečné utažení
Pokud bude tisková podložka volná v U šroubech, bude docházet k nežádoucím jevům na tisku. Typickým projevem je mírné zvlnění stěn tisku především u vyšších objektů. Uvolněnou podložku poznáte tak, že s ní zkusíte otáčet ve směru osy Z. Vůle v tomto směru by měla být naprosto minimální.
Nadměrné utažení
Při nadměrném utažení šroubů tvaru U hrozí rychlé opotřebení a poškození lineárních ložisek a kluzných tyčí. Silné utažení může způsobit nevratnou deformaci lineárního ložiska. Nadměrné utažení způsobí vysoký odpor při posuvu a osa Y se nemůže pohybovat plynule.
Řešení:
Zkontrolujte dotažení šroubů tvaru U. Obě matky dotáhněte tak, aby se dotkly povrchu Y-carriage. Poté obě matky utáhněte otočením o dalších 90°. Detailnější instrukce se dozvíte v manuálu.

Všechny spoje na tiskárně by měly být dotažené a pevné. Každá i nepatrná vůle se sčítá s dalšími a ve výsledku může způsobit viditelné chyby v tisku. Jednou za čas doporučujeme všechny šroubované spoje překontrolovat a případně dotáhnout. Vlivem vibrací může docházet k povolování.
Tímto jsme vyčerpali nejčastější problémy vzniklé při stavbě, které se viditelně projevují na tisku. Váš tisk testovacího modelu 3DBenchy z připraveného gcodu by měl být nyní v pořádku. Pokud i přesto váš výtisk nevypadá tak jako ten náš, zkontrolujte, zda řemeny na ose X a Y nikde nedrhnou a zda se extruder a podložka volně pohybují. Při projevech podextruze zkontrolujte, zda nemáte ucpanou trysku. Jak ji zprůchodnit se dozvíte na konci článku 7 věcí, které ovlivňují kvalitu tisku.
V tuto chvíli přichází čas na slicování a tisk vašich vlastních modelů. Při tomto procesu se můžete setkat s obdobnými problémy, které jsme popisovali výše: podextrudované tisky, posunuté vrstvy, stringování a další. Pokud byl tisk připraveného gcodu 3DBenchy bezproblémový, můžete vyloučit mechanické problémy s tiskárnou a namísto toho se zaměřte na správně nastavené parametry ve sliceru. Doporučujeme používat námi připravené a otestované tiskové profily ve Slic3r PE v kombinaci s Prusamentem, se kterými dosáhnete skvělých výsledků!
Podívejte se také na naší novou stránku (obsah je v angličtině) zaměřenou na problémy s kvalitou 3D tisku. Vytvořili jsme seznam nejčastějších problémů týkajících se 3D tisku a nabízíme ověřená řešení. Najdete zde pokyny pro nastavení slicovacího softwaru a dokonce i osvědčené postupy pro konkrétní tisky a materiály.
Jste-li novým uživatelem tiskárny, jistě oceníte i další rady a řešení nejrůznějších problémů. Podívejte se do naší Knowledge base (obsah je v angličtině). Radu můžete získat i od komunity na našem fóru. A určitě nepřehlédněte kalibraci výšky první vrstvy, která je základem každého úspěšného tisku.
Pokud byste i nadále měli nesnáze s vyladěním optimální tiskové kvality, určitě se ozvěte a neházejte tiskárnu do žita. 🙂 Drtivá většina problémů se dá s trochou trpělivosti snadno odstranit.
Originální 3D tiskárna Prusa i3
Podívejte se na originální Prusa i3 MK3 3D tiskárnu!
Nejlevnější je už od
10 990 Kč
